Từ khoá gợi ý
Trong bài học trước - Bài 16: Công nghệ chế tạo phôi , các em đã biết đến các phương pháp gia công chế tạo phôi. Tuy nhiên các phương pháp gia công trên tạo ra các sản phẩm không có độ chính sác cao, tính công nghệ kém chưa đáp ứng được nhu cầu của ngành chế tạo máy...Vì vậy cần phải có những phương pháp gia công khác , sử dụng máy móc có nhiều tính năng hiện đại để đáp ứng các nhu cầu trong thực tế sản xuất.
Đó cũng chính là nội dung chính của bài học ngày hôm nay, mời các em cùng tìm hiểu nội dung Bài 17: Công nghệ cắt gọt kim loại
Lấy đi một phần kim loại của phôi dưới dạng phoi nhờ các dụng cụ cắt (dao cắt, máy cắt…) để tạo ra chi tiết có hình dạng, kích thước theo yêu cầu.
Kết luận
Phương pháp gia công kim loại bằng cắt gọt là phương pháp gia công phổ biến trong ngành chế tạo cơ khí.
Phương pháp này tạo ra các chi tiết có độ chính xác và độ bóng bề mặt cao.
Phôi : Là vật liệu ban đầu dùng trong gia công
Ví dụ: Các phôi đúc, phôi rèn, phôi dập….
Phoi : Là vật liệu dư thừa trong quá trình gia công
Ví dụ : Phoi bào khi bào gỗ, mùn cưa khi cưa, mạt thép khi mài và dũa thép, …
a, Quá trình hình thành phoi
Giả sử phôi cố định, dao chuyển động tịnh tiến.
Dưới tác dụng của lực, dao tiến vào phôi làm cho lớp kim loại phía trước dịch chuyển theo các mặt trượt tạo thành phoi
Các loại phoi:
Phoi vụn: Gia công vật liệu giòn như gang
Phoi xếp: gia công vật liệu dẻo như thép cácbon
Phoi dây: gia công vật liệu dẻo như đồng, nhôm
b, Chuyển động cắt
Để dao cắt được kim loại giữa dao và phôi phải có sự chuyển động tương đối với nhau.
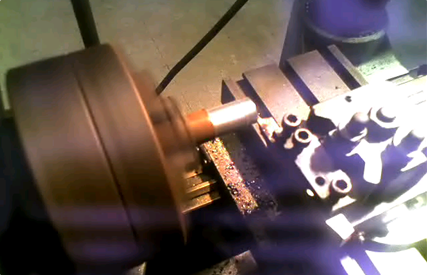
Ví dụ khi tiện: Phôi quay tròn tạo ra chuyển động cắt, còn dao chuyển động tịnh tiến

a, Các mặt của dao
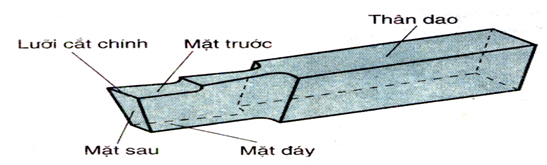
Dao tiện cắt đứt
Mặt trước là mặt tiếp xúc với phoi.
Mặt sau là mặt đối diện với bề mặt đang gia công của phôi.
Lưỡi cắt là giao tuyến giữa mặt trước và mặt sau của giao tiện.
Mặt đáy là mặt phẳng tì của dao trên đài gá dao.
b, Góc của dao
Các góc của dao
Góc trước \(\gamma \) là góc tạo bởi mặt trước với mặt phẳng song song với mặt đáy của dao. Góc \(\gamma \) càng lớn thì phôi thoát càng dễ.
Góc sau \(\alpha \) là góc tạo bởi mặt sau với tiếp tuyến của phôi đi qua mũi dao với mặt đáy của dao. Góc \(\alpha \) càng lớn thì ma sát giữa phôi với mặt sau của dao càng nhỏ.
Góc sác \(\beta \) là góc tạo bởi mặt sau với mặt trước của dao. Góc \(\beta \) càng nhỏ thì dao càng sắc nhưng dao yếu và chóng mòn.
a, Thân dao
Làm bằng thép 45.
Hình trụ chữ nhật hoặc vuông.
b, Bộ phận cắt
Điều kiện làm việc: chịu ma sát mài mòn, nhiệt độ cao, áp lực lớn.
Vật liệu: Thép gió, thép hợp kim
Chú ý: Vật liệu chế tạo bộ phận cắt phải có độ cứng cứng hơn độ cứng của phôi
Tiện là phương pháp gia công: phôi quay tròn và dụng cụ cắt chuyển động tịnh tiến để tạo hình chi tiết.
Máy tiện hoạt đông được là nhờ có động cơ diện 3 pha hoặc 1 pha nối với trục chính của máy tiện qua hệ thống puli đai truyền và bộ phận diều chỉnh tốc độ, chế độ làm việc của máy tiện
Máy tiện gồm có các bộ phận chính sau.
1- Ụ trước và hộp trục chính
2- Mâm cặp, kẹp chặt phôi khi tiện
3- Đài gá dao, lắp dao và điều chỉnh dao khi tiện.
4- Bàn dao dọc trên, tịnh tiến dao dọc trục chính khi tiện.
5- Ụ động, lắp mũi khoan hoặc cùng với mâm cặp cố định phôi khi tiện.
6- Bàn dao ngang, tịnh tiến dao theo chiều ngang.
7- Bàn xe dao, kết hợp tạo ra chuyển động tịnh tiến dao ngang của bàn dao ngang và chuyển động tịnh tiến dao dọc của bàn dao dọc, khi tiện mặt côn.
8- Thân máy, để gá lắp các bộ phận trên và gá lắp động cơ điện.
9- Hộp bước tiến dao, để gá lắp các công tắc điều khiển, hộp tốc độ, bộ phận điều chỉnh các chế độ làm việc của máy tiện.

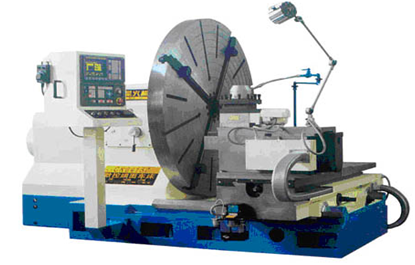
Máy tiện vạn năng Máy tiện cụt
a, Chuyển động cắt
Phôi quay tròn tạo ra chuyển động cắt Vc (m/phút).
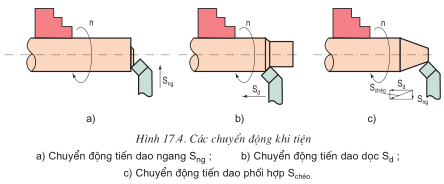
b, Chuyển động tịnh tiến
Chuyển động tịnh tiến dao ngang Sng : được tiến hành nhờ bàn dao 6 khi cần cắt đứt phôi hoặc gia công mặt đầu.
Chuyển động tịnh tiến dao dọc Sd : được thực hiện nhờ bàn dao dọc trên 4 hoặc bàn xe dao 7 để gia công theo chiều dài chi tiết.
Chuyển động tiến dao phối hợp Schéo : Sự kết hợp đông thời hai chuyển động tiến dao dọc và tiến dao ngang tao ra chuyển động tiến dao chéo để gia công các mặt côn hoặc các mặt đã định hình.
Schéo = Sng + Sd
Tiện được
Các mặt tròn xoay bên ngoài và bên trong
Các mặt đầu , mặt côn ngoài và côn trong , các mặt tròn xoay định hình
Các loại ren ngoài và ren trong
Các vật liệu kim loại và phi kim loại
Độ chính xác của gia công tiện phụ thuộc:
Độ chính xác của máy tiện.
Độ cứng vững của hệ thống công nghệ.
Dụng cụ cắt.
Trình độ tay nghề của công nhân.
Hãy trình bày bản chất của gia công kim loại bằng cắt gọt.
Sau khi cắt gọt đi phần kim loại dư của phôi dưới dạng phoi người ta thu được sản phẩm có hình dạng và kích thước theo yêu cầu.
Phương pháp gia công kim loại bằng cắt gọt là phương pháp gia công phổ biến nhất trong ngành chế tạo cơ khí.
Sản phẩm có độ chính xác cao, nhẵn bóng bề mặt cao
Trình bày quá trình hình thành phoi.
Quá trình hình thành phoi: Dưới tác dụng của lực (do máy tạo ra) dao tiến vào phôi làm cho lớp kim loại phía trước dao bị dịch chuyển theo các mặt trượt tao ra phoi.
Tiện gia công được những loại bề mặt nào?
Tiện gia công được các mặt tròn xoay ngoài và trong, các mặt đầu, các mặt côn ngoài và trong, các mặt tròn xoay định hình, các loại ren ngoài và ren trong.
Như tên tiêu đề của bài Công nghệ cắt gọt kim loại , sau khi học xong bài này các em cần nắm vững các nội dung trọng tâm sau:
Biết bản chất và đặc điểm của gia công kim loại bằng cắt gọt.
Biết được nguyên lí cắt.
Biết được các chuyển động tịnh tiến, chuyển động quay khi tiện.
Các em có thể hệ thống lại nội dung kiến thức đã học được thông qua bài kiểm tra Trắc nghiệm Công nghệ 11 Bài 17 cực hay có đáp án và lời giải chi tiết.
Để phoi thoát dễ dàng thì:
Góc hợp bởi mặt trước và mặt sau của dao là:
Câu 3-5: Mời các em đăng nhập xem tiếp nội dung và thi thử Online để củng cố kiến thức về bài học này nhé!
Các em có thể xem thêm phần hướng dẫn Giải bài tập Công nghệ 11 Bài 17để giúp các em nắm vững bài học và các phương pháp giải bài tập.
Bài tập 1 trang 85 SGK Công nghệ 11
Bài tập 2 trang 85 SGK Công nghệ 11
Bài tập 3 trang 85 SGK Công nghệ 11
Bài tập 4 trang 85 SGK Công nghệ 11
Bài tập 5 trang 85 SGK Công nghệ 11
Trong quá trình học tập nếu có thắc mắc hay cần trợ giúp gì thì các em hãy comment ở mục Hỏi đáp, Cộng đồng Công Nghệ DapAnHay sẽ hỗ trợ cho các em một cách nhanh chóng!
Chúc các em học tập tốt và luôn đạt thành tích cao trong học tập!
Tiêu đề câu hỏi
Nội dung câu hỏi
A. Chịu ảnh hưởng của mòn dao
B. Cần đồ gá đặt phức tạp.
C. Đòi hỏi độ chính xác của phôi cao.
D. Năng suất thấp
Câu trả lời của bạn
Nhược điểm của phương pháp cắt thử từng kích thước riêng biệt là năng suất thấp
A. Độ chính xác lắp ráp.
B. Độ chính xác về kích thước bản thân mặt gia công.
C. Độ chính xác về vị trí tương quan.
D. Độ chính xác về hình dạng.
Câu trả lời của bạn
Chọn câu sai: Độ chính xác gia công gồm các yếu tố sau: độ chính xác lắp ráp.
A. Độ đồng tâm, độ song song, độ vuông góc.
B. Độ sóng, độ nhám.
C. Độ côn, độ ôvan.
D. Tất cả đều sai.
Câu trả lời của bạn
Độ chính xác về vị trí tương quan thường được thể hiện trên bản vẽ là: độ đồng tâm, độ song song, độ vuông góc.
A. Kích thước thẳng.
B. Dung sai kích thước đó.
C. Kích thước góc.
D. Tất cả đều đúng.
Câu trả lời của bạn
Độ chính xác về kích thước được thể hiện qua: dung sai kích thước đó.
A. Cắt đi một lớp phoi, sau đó dừng máy kiểm tra kích thước nhận được.
B. Dụng cụ cắt có vị trí tương quan so với bàn máy.
C. Dụng cụ cắt có vị trí tương quan cố định so với chi tiết gia công.
D. Gia công theo dấu đã vạch sẵn cho đến khi đạt yêu cầu
Câu trả lời của bạn
Phương pháp tự động đạt kích thước trên máy công cụ đã điều chỉnh sẵn là: dụng cụ cắt có vị trí tương quan cố định so với chi tiết gia công.
A. Sai số ngẫu nhiên.
B. Sai số hệ thống thay đổi.
C. Sai số hệ thống cố định.
D. Tất cả đều đúng.
Câu trả lời của bạn
Chi tiết được gia công trên máy đã điều chỉnh sẵn theo phương pháp tự động đạt kích thước, mòn dao sẽ gây ra sai số hệ thống thay đổi.
A. Dụng cụ cắt bị mòn.
B. Biến dạng nhiệt của máy, dao, đồ gá.
C. Vị trí của phôi trên đồ gá bị thay đổi.
D. Cả a, b đúng.
Câu trả lời của bạn
Vị trí của phôi trên đồ gá bị thay đổi không là nguyên nhân gây ra sai số hệ thống thay đổi theo thời gian:
A. Dao cắt không đủ chất lượng yêu cầu để gia công.
B. Độ chính xác, độ mài mòn và sai số điều chỉnh.
C. Phương pháp mài dao không đúng góc độ yêu cầu.
D. Cả a và c đều đúng.
Câu trả lời của bạn
Sai số của dao cắt được đặc trưng bởi:
- Dao cắt không đủ chất lượng yêu cầu để gia công.
- Độ chính xác, độ mài mòn và sai số điều chỉnh.
A. Sai số lý thuyết của phương pháp cắt.
B. Sai số chế tạo máy, đồ gá, dao cắt.
C. Sai số chế tạo dụng cụ đo.
D. Sự thay đổi của ứng suất dư.
Câu trả lời của bạn
Sự thay đổi của ứng suất dư. không là nguyên nhân gây ra sai số hệ thống không đổi:
A. Bị lẹo dao.
B. Mau chóng bị mài mòn.
C. Trong quá trình gia công dao dễ gãy vỡ.
D. Mũi dao bị dài ra.
Câu trả lời của bạn
Biến dạng nhiệt của dao làm cho dao cắt có hiện tượng ban đầu: Mũi dao bị dài ra.
A. ảnh hưởng do biến dạng nhiệt
B. ảnh hưởng do sai số của máy.
C. ảnh hưởng do sai số của đồ gá.
D. ảnh hưởng do sai số hình dáng của phôi.
Câu trả lời của bạn
Lượng tăng chiều sâu cắt t làm cho lực cắt tăng và gây ra chuyển vị đàn hồi được xem như là sự ảnh hưởng do sai số hình dáng của phôi.
A. Đồ gá đơn giản.
B. Giảm phế phẩm.
C. Trình độ tay nghề người thợ không cần cao.
D. Năng suất cao.
Câu trả lời của bạn
Ưu điểm của phương pháp cắt thử từng kích thước riêng biệt: đồ gá đơn giản.
A. Sai số hệ thống cố định.
B. Sai số hệ thống thay đổi.
C. Sai số ngẫu nhiên.
D. Cả a, b và c đúng.
Câu trả lời của bạn
Sai số do chế tạo dụng cụ cắt không chính xác sẽ sinh ra sai số nào trong quá trình gia công là sai số hệ thống cố định.
A. Độ chính xác gia công
B. Chất lượng bề mặt chi tiết
C. Cả a và b đúng.
D. Cả a và b sai.
Câu trả lời của bạn
Chất lượng chi tiết gia công được đánh giá dựa vào các yếu tố độ chính xác gia công và chất lượng bề mặt chi tiết
A. Lực cắt tăng.
B. Bán kính mũi dao r tăng.
C. Dao bị mòn, bị cùn.
D. Góc trước tăng.
Câu trả lời của bạn
Hiện tượng biến cứng bề mặt giảm khi góc trước tăng
Khi tiện cắt đứt thì dao như thế nào?
A. Tiến dao ngang Sng
B. Tiến dao phối hợp
C. Tiến dao ngang Sd
D. Tiến dao chéo S chéo
Câu trả lời của bạn
Câu trả lời của bạn
2 mặt
các bn cho mình hỏi có phải sgk Công Nghệ 11 trang 83 đánh sai vị trí góc ß ko ạ. Vì Góc sắc ß được tạo bởi Mặt Trước và Mặt Sau thì góc ß sao có thể là góc đồng vị ( như hình vẽ) của góc hợp bởi Mặt Sau và chiều dài của dao đc?, mong đc giải đáp.Nếu SGK sai thì sao ko có chỉnh sửa vậy ạ?
Câu trả lời của bạn
so sánh chế tạo phôi và gọt kim loại
Câu trả lời của bạn












0 Bình luận
Để lại bình luận
Địa chỉ email của hạn sẽ không được công bố. Các trường bắt buộc được đánh dấu *